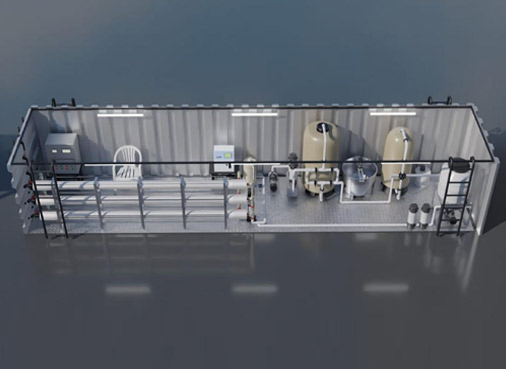

A containerized reverse osmosis (RO) plant is a water treatment system that incorporates reverse osmosis technology within a portable, self-contained unit housed in a standard shipping container. This approach offers several advantages for water purification and treatment processes, especially in situations where mobility, scalability, or rapid deployment is required. Here are some key features and benefits of containerized reverse osmosis plants:
1. Portability: The containerized design allows for easy transportation to different locations, making it suitable for temporary water treatment needs or emergency situations. This portability is especially valuable in disaster relief efforts, remote areas, or construction sites.
2. Compact Footprint: The system is compact and efficiently packed within the container, which reduces
the need for extensive infrastructure and land space. This can be beneficial in areas with limited
available land.
3. Scalability: Containerized RO plants can be designed with scalability in mind. You can add or remove
units as needed to adjust the capacity of the system to match changing water treatment
requirements.
4. Quick Deployment: These systems can be rapidly deployed and set up, minimizing downtime and
ensuring a reliable supply of treated water. This is particularly advantageous in emergency response
situations.
5. Customization: Containerized RO plants can be customized to meet specific water quality and volume
requirements. They can include pre-treatment, post-treatment, and monitoring components tailored
to the source water and desired output.
6. Water Quality: Reverse osmosis is highly effective at removing contaminants from water, including
salts, minerals, bacteria, and other impurities. The resulting water is typically of high quality and
suitable for various applications, including drinking water production, industrial processes, and
agriculture, Desalination Etc.
7. Cost-Efficiency: Containerized systems can often be more cost-effective than building permanent
water treatment facilities, especially when the treatment needs are temporary or the location is
remote.
8. Maintenance and Reliability: These systems are designed for ease of maintenance, and routine
servicing can be performed on-site or at a central facility. They are known for their reliability when
properly maintained. Containerized reverse osmosis plants are versatile solutions for a wide range of water treatment applications. They offer the flexibility and mobility needed to respond to changing water treatment
demands and can be a valuable asset in ensuring access to clean and safe water in various settings.
Key Features & Benefits
• Compacts System
• Plug & Play
• Suitable - Fixed & Temporary usage
• Meets Regulatory Requirements
• Cost efficient in Capex & Opex
• Robust Design - with minimal maintenance
• Easy to change in location as per requirements
Advantages
• Environment Friendly - Meeting discharge norms
• Less Time for Installation - Ready to USE
• Handling emergencies
• Low Maintenance & Operating costs
Applications
• Desalination
• All type of Industries
• Commercial IT Parks
• Residential complexes, Towers
• Hotel & Restaurants, Hostels, Institutions, etc.
• Shopping malls, airports
• Hospitals & healthcare centers


